
Methode der resonanten Vibrationen, um die Restspannungen in der geschweißten oder bearbeiteten Konstruktionen zu reduzieren.
Für viele Leute, die an Metallkonstruktionen beteiligt sind, ist das Thema Stressabbau nicht bekannt. Mit der Folge, dass es sich um ein Thema handelt, das man lieber meidet.
Die folgenden Erklärungen ermöglichen es jedem, die Grundlagen von Eigenspannungen und deren Umgang zu verstehen, aber auch Werkstattprobleme zu bewerten, um eine wirtschaftliche Lösung zu finden.




Das Vibrationsverfahren zur Entspannung mit FORMULA 62 bietet eine Reihe von Vorzugen gegenuber dem alteren thermischen Verfahren.



Eines der größten Probleme in der metallverarbeitenden Industrie ist der Aufbau von Spannungen, der zu Verformungen und zum Verlust der Dimensionsstabilität führen kann. Wo immer mit Metall gearbeitet wird – bei Stahlproduzenten, Maschinenbauern oder Herstellern von Gußformen –, können Probleme beim Einhalten der Meßtoleranzen des Werkstücks auftreten.
Der technischen Definition zufolge ist Eigenspannung jede Spannung in einem elastischen Körper, der frei von äußerlich einwirkenden Kräften, Einschränkungen oder Temperaturgradienten (Temperaturveränderungen) ist. Eine häufige Ursache für das Auftreten von Eigenspannungen sind Unverträglichkeiten zwischen angrenzenden Metallregionen, die sich in benachbarten Regionen als Verformung auswirken können.
Spannungen verformen Metall, wenn sie einander nicht aufheben. Starke Spannungen auf einer Seite eines Metallstücks verursachen Bewegung oder Verformung. Wenn die Spannung im gesamten Metallstück überall die gleiche ist, bewirken aber auch starke Spannungen keine Bewegung. Je ausgeprägter das Spannungsungleichgewicht, desto größer ist auch die Bewegung. Wenn das Ungleichgewicht ein gewisses Ausmaß überschreitet, werden die Metallkörner permanent deformiert, und es ist nicht mehr möglich, das Werkstück durch Spannungsabbau wieder in seine Ausgangsform zu bringen.
Die Eigenspannung hat zwei Komponenten: Zug und Druck. Die Gesetze der Physik und Mathematik fordern ein Gleichgewicht zwischen dem Betrag des Drucks und dem Betrag des Zugs. Leider ist in der Metallverarbeitung dieses Gleichgewicht nicht immer einheitlich vorhanden.
In der Metallverarbeitung ist eine der Zielvorgaben, Komponenten oder Strukturen aus Metall herzustellen, deren Eigenspannung gering ist. Aus diesem Grund werden gezielte Maßnahmen zur Entspannung, d.h. zur Verringerung der Eigenspannung, erforderlich, um Schäden am Metall zu verhindern.
Eine einfache Erklärung liefert der Vergleich mit dem menschlichen Körper während sportlicher Aktivitäten. Wenn man Tennis spielt und dabei einen starken Krampf hat oder einen Beinmuskel zerrt, kann man dies mit der Eigenspannung vergleichen. Wenn man dann weiterspielt und sich nicht darum kümmert, die.
Eigenspannung (Krampf oder Zerrung) zu verringern, kann der Muskel ernsten und möglicherweise dauerhaften Schaden nehmen. Wenn man dagegen den Muskel massiert und ihm etwas Entspannung gönnt, kann man danach vielleicht wieder spielen und das Spiel zu Ende bringen. Dies ist ein Beispiel für ein Entspannungsprogramm.
Eigenspannungen entstehen in vielen Metallteilen während der Herstellung – in Gußstücken durch die Kontraktionskräfte im Gußmetall während der Erhärtung, beim Schmieden durch die elastischen Eigenschaften des Metalls, bei der spanabhebenden Metallbearbeitung durch die Abscherkräfte, die eine Verformung bewirken, und beim Schweißen – bei dem sich durch die Expansion und Kontraktion des Metalls besonders starke Eigenspannungen bilden – durch die Temperaturveänderungen.
Die Eigenspannung ist schwierig zu berechnen und zu messen, aber wenn man sich nicht darum kümmert, macht sie sich im Lauf der Zeit auf vielerlei Art unerwünscht bemerkbar: oft werden Teile vorzeitig geschwächt oder entwickeln Risse und Verformungen oder wellen sich, und wichtige Schweißnähte werden geschädigt. Hierdurch verringert sich die Lebensdauer ansonsten tadellos hergestellter Teile. Bei den heute geforderten geringen Toleranzen ist es zunehmend wichtig, für Entspannung zu sorgen, und dadurch Dimensionsstabilität zu erzielen und Verformungen zu vermeiden.




Um die Kristallgitterstruktur des Metalls zu behandeln, muß dem Metall Energie zugeführt werden, damit sich die Atome so bewegen können, daß sich diese Spannungen reduzieren. Ein bekanntes Entspannungsverfahren ist das thermische; es ist jedoch nicht das einzige Verfahren, mit dem sich Spannungen reduzieren lassen.
Beim thermischen Verfahren sorgen höhere Temperaturen für eine geringere Eigenspannung. Diese Art der Entspannung ist zwar durchaus wirksam, hat jedoch verschiedene Nachteile und Einschränkungen. Die Kosten sind hoch, das Verfahren ist zeitraubend und verschlechtert oft die Materialeigenschaften, weil z.B. die falschen Parameter für das Erhitzen, Halten und schließlich Abkühlen gewählt werden. Außerdem ist dieses Verfahren auf homogene Werkstücke beschränkt. Darüber hinaus kommen auf den Hersteller zusätzliche, indirekte Kosten zu, wenn vor Ort kein geeigneter Ofen vorhanden ist, so daß Transport- und andere Abwicklungskosten sowie ein zusätzlicher Zeitverlust entstehen.
Vielfach wurde außerdem von seiten der metallverarbeitenden Industrie der Wunsch geäußert, eine Möglichkeit an die Hand zu bekommen, Spannungen nach Bedarf schon während der Herstellung zu reduzieren. Das thermische Entspannungsverfahren ist hierfür viel zu teuer und logistisch meist nicht vertretbar.
Werkstücke können auch entspannt werden, indem man sie im Freien altern läßt. Hier wird die zur Neuausrichtung der Kristallgitterstruktur erforderliche Energie durch kleine natürliche Bewegungen des Bodens und normale Temperaturschwankungen erreicht. Dieser Prozeß ist jedoch nicht steuerbar, und es ist schwierig auszumachen, ab wann die Spannungen so weit abgebaut sind, daß eine zufriedenstellende Weiterbearbeitung möglich ist. Bei diesem Alterungsverfahren wird außerdem die Spannung in wärmeren Breiten stärker abgebaut als in kälteren. Und wer will schon ein Jahr oder länger auf den Spannungsabbau warten?
Beim Vibrationsverfahren wird dem Werkstück durch Vibrationen Energie zugeführt. Für das unter Spannung stehende atomare Kristallgitter ist es gleichgültig, ob es sich hierbei um Wärme- oder Vibrationsenergie handelt. Die zugeführte Energie richtet das Kristallgitter neu aus, löst Spannungen und stabilisiert das Werkstück ohne Verformung.
Dieses Verfahren ist für das Entspannen nach der spanenden oder nichtspandenden Bearbeitung, wie Fräsen, Schleifen, Stanzen, Räumen, Bohren, Hobeln, Schneiden, Schmieden und Schweißen geeignet. Es ist besonders nützlich für sehr große Werkstücke, bei denen eine thermische Entspannung zu teuer oder gar nicht möglich wäre, und für Präzisionsteile, um Deformationen des Metalls zu verhindern, die das Einhalten geringer Toleranzen unmöglich machen würde.
Die Stress Relief Engineering Company entwickelte vor mehr als 35 Jahren ein hocheffektives, nicht-thermisches Resonanzverfahren nach dem Konzept der Entspannung durch Vibration und hat dieses Verfahren seitdem perfektioniert. Heute ist FORMULA 62 ein branchenweit anerkanntes Standardverfahren, das leicht anzuwenden ist, die Einhaltung der Maßtoleranzen verbessert und die Formfestigkeit erhöht, ohne daß dadurch das Metall leichter ermüdet.
Beim FORMULA-62-Verfahren wirken Vibrationen niedriger Frequenz und hoher Amplitude für eine kurze, dem Gewicht des Werkstücks entsprechende Zeit ein. Dieser Vorgang verringert die Eigenspannungen in metallenen Werkstücken und Schweißkonstruktionen, ohne sie zu deformieren oder die Zugfestigkeit, Formfestigkeit oder Dauerfestigkeit des Werkstück zu beeinträchtigen. Hierdurch können Eigenspannungen auf ein wesentlich niedrigeres Niveau gebracht und das statische Gleichgewicht wiederhergestellt werden.
Resonanzvibrationen haben sich als der wirksamste Weg erwiesen, Eigenspannungen durch Vibration abzubauen. Die Resonanzfrequenz-Vibrationsmethode ergibt eine ausgeprägtere Spannungsumverteilung als Methoden, bei denen mit subresonanten, subharmonischen Frequenzen gearbeitet wird. Die Niederfrequenzvibrationen sind Träger einer hohen Amplitudenenergie, die sehr wirksam Eigenspannungsspitzen in metallenen Werkstücken und Schweißkonstruktionen beseitigt.

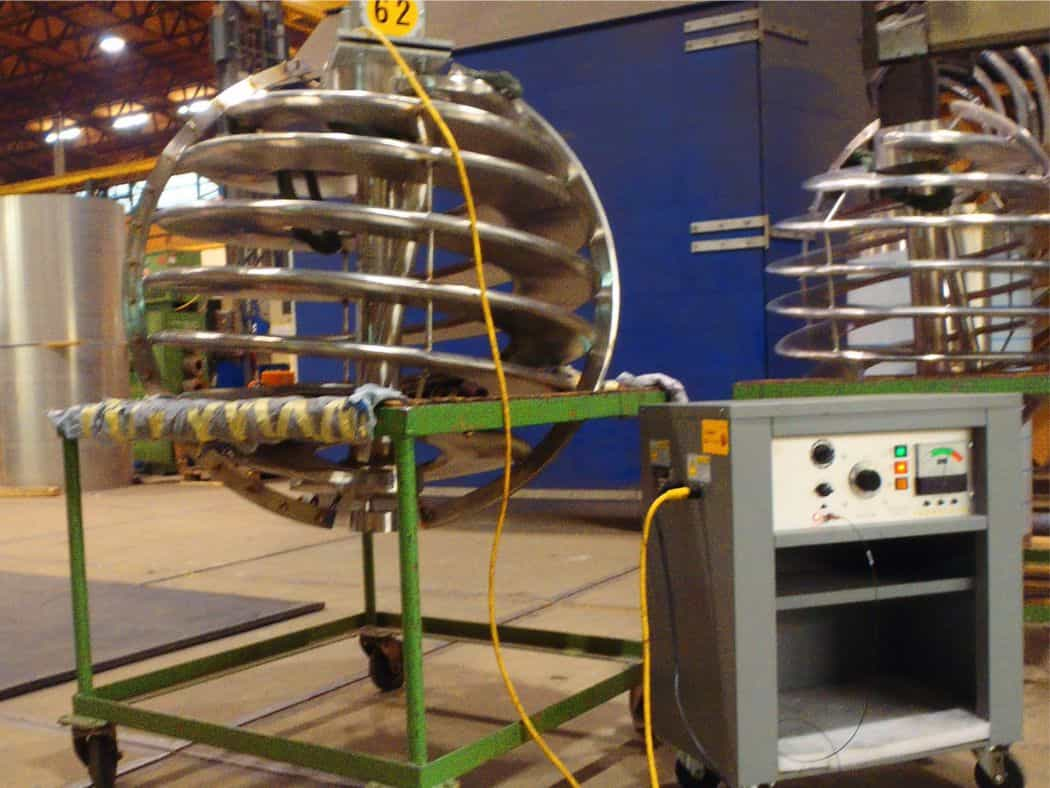
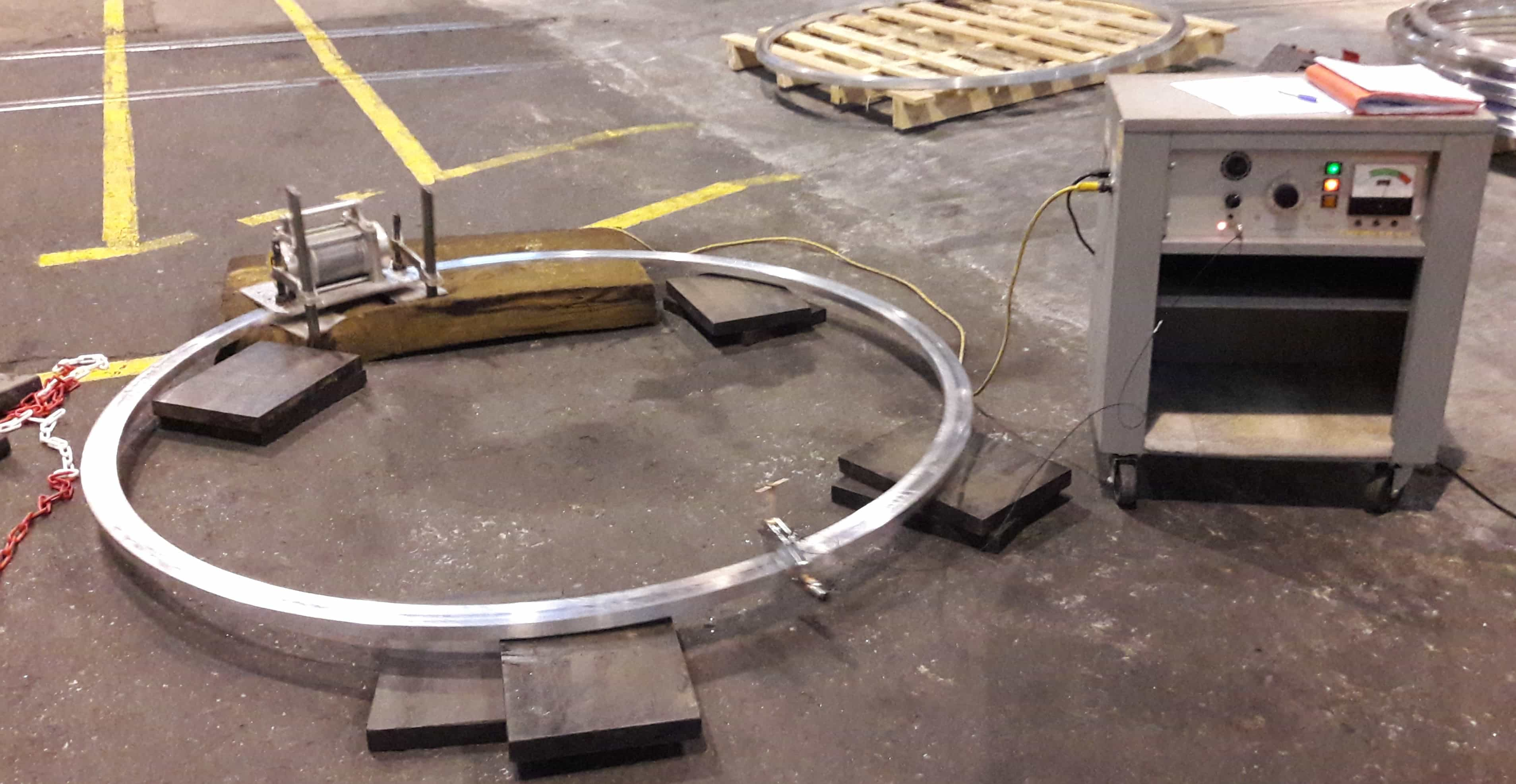
Das FORMULA-62-System besteht aus einem Hochleistungs- Vibrator mit variabler Geschwindigkeit, der an das Werkstück angeklemmt wird, und einer elektronischen Konsole in einem tragbaren Schaltschrank, der auf Rädern geschoben und überall in der Werkhalle eingesetzt werden kann.
Ebenfalls an das Werkstück angeklemmt wird ein Beschleunigungsmesser, der die Vibrationen mißt und die Meßsignale über ein Kabel an die Elektronik der Konsole übermittelt. Hierdurch wird die Eigenresonanz des Werkstücks ermittelt und auf dem Bedienfeld auf einer Meßskala angezeigt. Auf einem Kurvenschreiber kann eine Kurve ausgegeben werden, die die vorgenommenen Justierungen bei der Ermittlung des Resonanzpunkts dokumentiert.
Diese Eigenresonanz kann ermittelt werden, indem man die Geschwindigkeit des Vibrators so lange verändert, bis die gewünschte Amplitude erreicht ist. Die durchschnittliche Zeit bis zum Erreichen der Resonanzfrequenz beträgt zwei Minuten. Nach Erreichen dieser Frequenz wird das Werkstück über eine bestimmten Zeitspanne, deren Dauer sich nach dem Gewicht des Werkstücks richtet, zum Vibrieren gebracht. Die Behandlungszeit kann je nach der Größe des Werkstücks von zehn Minuten bis zu einer Stunde oder mehr reichen. Bei sehr großen oder sehr langen Objekten oder bei offenen Rahmenkonstruktionen kann es erforderlich sein, FORMULA 62 an mehreren Stellen anzubringen, was einen längeren Zeitraum in Anspruch nimmt. Die Werkstücke können ohne weiteres auch längere Zeit vibrieren, ohne daß es zu Schäden durch Ermüdungserscheinungen oder verringerte Zugfestigkeit kommt.
FORMULA 62 kann aber auch im Automatikmodus betrieben werden. Hierbei läuft die Vibratoreinheit 15 Minuten lang in drei verschiedenen Zyklen zu je 5 Minuten, wobei die Frequenzen einstellbar sind. Dies ist ausreichend für das Stabilisieren von Werkstücken von bis zu 10 Tonnen. Für Werkstücke über 10 Tonnen kann man 2 aufeinanderfolgende Laufzeiten von 15 Minuten ansetzen.
Es gibt zwei einfache Regeln, die bei allen Anwendungen zu beachten sind:
Das FORMULA-62-Verfahren kann auf zahlreiche Eisenund Nichteisenmetalle angewendet werden – darunter Kohlenstoffstahl, Edelstahl, Aluminium, Gußeisen, Mangan – und auf eine große Vielfalt von Formen. In der Größe reichen die Möglichkeiten von kleinen Gußstücken, Wellen und Zahnrädern bis hin zu sehr großen geschweißten und maschinell bearbeiteten Konstruktionen, die für das thermische Verfahren zu groß sind.
Für kleinere Komponenten, Präzisionsteile und Gußstücke oder Schweißobjekte mit ungewöhnlichen Formen gibt es von SRE einen speziellen Vibrationstisch namens Loadmaster 2000. Er hat eine einstellbare Luftfederung und ist dadurch hervorragend isoliert. Der Vibrationstisch kann mit jeder werkstattüblichen Druckluftquelle betrieben werden. Mit ihm können Gußformen, Prägestempel und kleine Präzisionswerkstücke entspannt und auch zahlreiche kleine Teile auf einmal bearbeitet werden.




Wie bei jedem Verfahren in der Metallbearbeitung gibt es auch bei der Vibrationsentspannung mit FORMULA 62 Einschränkungen. FORMULA 62 ist nicht so wirksam bei kaltgewalzten, extrudierten, kaltverfestigten, kaltgezogenen oder ausscheidungsgehärteten Materialien. Große Mengen sehr kleiner Werkstücke sind vielleicht einfacher gemeinsam thermisch zu entspannen, sofern das thermische Verfahren selbst die Werkstücke nicht beschädigen würde. Der Vibrationsvorgang dient ausschließlich dem Abbau von Eigenspannungen in Metallen. Er bewirkt kein Vergüten, Normalglühen oder Temperieren und ersetzt auch keine andere Art der Hitzebehandlung (auch nicht die Hitzebehandlung nach dem Schweißen). Durch das Vibrationsverfahren verändern sich die mechanischen und metallurgischen Eigenschaften des Materials nicht. Schließlich kann FORMULA 62 keine Verformung, Wellung oder Verziehung verhindern oder beseitigen, die auf Hitzeeinwirkung zurückzuführen ist, glättet also keine verformten, gewellten oder verzogenen Materialien und richtet sie nicht aus.
Einer der wichtigeren Nutzeffekte der Verwendung von FORMULA 62 ist dessen Fähigkeit, zu jedem beliebigen Zeitpunkt innerhalb des Fertigungsprozesses für eine Entspannung zu sorgen, z.B. nach dem Schrappen, Bohren und Schleifen.
Bei Schweißkonstruktionen kann der Spannungsabbau noch während des Schweißens stattfinden, was sehr günstig ist, da der Aufbau von Eigenspannungen verhindert wird, durch die es zur Rißbildung in Schweißnähten oder zur Verformung von Metallabschnitten kommen könnte. FORMULA 62 ist vollständig kompatibel zum Metall-Lichtbogenschweißen mit umhüllter Elektrode, zum MIG-Lichtbogenschweißen und zum WIG-Schweißen. Bei anderen Schweißverfahren können ganz erhebliche logistische Probleme auftreten.
Da beim Schweißen Temperaturänderungen innerhalb relativ kurzer Zeit auftreten, ist die Eigenspannung im Werkstück dynamisch aktiver, was eine Entspannung während des Schweißens oder unmittelbar im Anschluß daran erforderlich machen kann. Da Zugeigenspannungen größeren Ausmaßes die Zeitschwingfestigkeit geschweißter Werkstücke verringern können, kann FORMULA 62 gut eingesetzt werden, um die Spannung in diesen Werkstücken abzubauen.
Es erhebt sich oft die grundsätzliche Frage, wie man feststellt, ob und inwieweit Spannungen reduziert wurden. Die Beurteilung von Eigenspannungsfeldern nach thermischer oder Vibratorbehandlung ist ebenso schwierig wie teuer.
Eine der besten Methoden zum Messen der Eigenspannung ist die Röntgendiffraktionsmethode, die aber normalerweise der Verwendung im Labor vorbehalten ist, weil für genaue Messungen umfangreiche Justierungen erforderlich sind.
Eigenspannungsfelder sind komplex und umfassen einen größeren Bereich. Innerhalb des Beobachtungsbereichs gibt es sowohl Zug- als auch Druckeigenspannungen unterschiedlicher Größenordnung. Der Spannungsabbauvorgang bewirkt eine Neuverteilung dieser Spannungsebenen, um die Spannungsenergie in der Region auszugleichen und wieder ein Gleichgewicht zwischen Zugund Druckzonen herzustellen.
Daher ist es nicht möglich, nur einen Punkt eines Werkstücks anzumessen, einen Wert zu ermitteln und dann zu erklären, daß das Werkstück entspannt ist. Es wäre eine umfangreiche Kartographierung eines Feldes und eine statistische Mittelwertbildung erforderlich, um eindeutige Ergebnisse zu erzielen. Daher werden bei Werkstücken, bei denen eine Entspannung vorgenommen wurde, weder bei thermischer Behandlung noch bei Vibration, weder vor noch nach der Behandlung Einzelpunkt- oder andere Messungen vorgenommen.
Es gibt schlichtweg keinen einfachen und kostengünstigen Weg, Spannungen nach der Behandlung, gleich welcher Art, zu messen. Im besten Fall kann man so vorgehen, daß man die vorgeschriebene Vorgehensweise genau befolgt, also Anzahl Grad pro Stunde pro Zentimeter Stärke (wie beim thermischen Verfahren) oder Anzahl Minuten der Vibration je nach Gewicht des Werkstücks (wie beim Vibrationsverfahren). Bei präziser Durchführung der einzelnen Schritte wird man bei beiden Verfahren ein zufriedenstellendes Ergebnis erhalten.
Da die Dimensionsstabilität normalerweise der entscheidende Akzeptanzfaktor ist, geht man davon aus, daß Werkstücke, die nach der Behandlung dimensionsstabil bleiben, als ausreichend entspannt gelten können.




Da Metalle durch hohe Temperaturen stark geschädigt werden können, muß die Hitze kontrolliert einwirken und darf nicht die kritische Temperatur überschreiten, bei der Phasenumwandlungen oder andere metallurgische Veränderungen stattfinden. Dies ist der Grund, warum es Richtlinien gibt – man soll weit genug erhitzen, aber durch Regelung der Einwirktemperatur Schäden vermeiden. Unterschiedliche Materialien erfordern unterschiedliche Temperaturen; unterschiedliche Materialstärken erfordern unterschiedliche Haltezeiten. Das Verfahrensrezept wird also so adaptiert, daß die Werkstücke nicht beschädigt werden.
Da die Hitzebehandlung schwer definierbar und manchmal tückisch sein kann, ist es nichts Ungewöhnliches, wenn thermische Behandlungen bei der Hälfte oder drei Vierteln der tatsächlich geforderten Temperatur durchgeführt werden, aus Angst, daß Teile beschädigt werden könnten. Und im typischen Fall wird die thermische Behandlung nur an einem bestimmten Punkt des Fertigungsablaufs durchgeführt, wobei man übersieht, daß die Spannung bereits bei der Herstellung auftritt, lange bevor die thermische Behandlung einsetzt.
Aus diesem Grund liefern standardisierte thermische Entspannungsbehandlungen keine Absolutwerte, an denen andere Entspannungsverfahren gemessen werden können. Die in Richtlinienwerken niedergelegten Beschreibungen bleiben im Detail vage und gehen sogar so weit, für bestimmte Materialarten und Materialqualitäten von einer thermischen Behandlung abzuraten. Ein Beispiel: Die US-amerikanische Richtlinie AWS D1.1 rät von einer thermischen Behandlung von Materialien der Klassen A514, A517, A709 und Grade 100 ab. Bei anderen Reinstählen oder Stählen mit geringem Legierungsanteil kann es zu unerwünschten Veränderungen der Mikrostruktur kommen, was eine Verschlechterung der mechanischen Eigenschaften, Rißbildung oder beides nach sich zieht. Auch mögliche Verformungen, Oxidation, Verlust der Korrosionsfestigkeit und intergranuläre Rißbildung sind zu berücksichtigen. In vielen Situationen kann die Entspannung nach dem Vibrationsverfahren als wesentlich kostengünstigerer Ersatz für das thermische Verfahren eingesetzt werden, wenn die thermische Behandlung ansonsten nur den Zweck hätte, die Dimensionsstabilität des Werkstücks zum Zweck des Anpassens an andere Komponenten oder zur Wahrung der Oberflächenintegrität oder der Gebrauchseigenschaften zu verbessern. Weil so viele Faktoren beiteiligt sind, ist das nicht-thermische Vibrations-Entspannungsverfahren FORMULA 62 nicht als vollständiger Ersatz für die in den Richtlinien geforderte thermische Entspannung gedacht. Vor der Entscheidung, ob die Vibrationsentspannung die thermische Entspannung ersetzen kann, sollten die folgenden Fragen bedacht werden:
Befragt die Vorstellungsnotiz von FORMULA 62: Spannungsarm Schwingen von Metall und Konstruktion