
Resonanz Vibratiounsmethod fir Reschtoffallspannungen bei verschweißten oder machinéierten Assembléeën ze reduzéieren.
Fir vill Leit, déi an Metallkonstruktiounen involvéiert sinn, ass d'Thema Stressrelief net vertraut. Mat der Konsequenz datt et ëm e Sujet geet deen ee léiwer vermeit.
D'Erklärungen hei ënnen erlaben jiddereen d'Grondlage fir Reschtoffallstress ze verstoen a wéi se matenee handelen, awer och Workshopprobleemer ze bewäerten fir eng ökonomesch Léisung ze fannen.




De Schwéngungsprozess fir Entspanung mam FORMULA 62 huet eng Zuel vu Virdeeler iwwer dem bekannt thermesche Prozess:



Rescht Stress, per Definitioun, sinn déi Stress an engem elastesche Kierper deen fräi ass vu externen Gradienten vu Kraaft oder Stress an Temperatur.
Eng ongläich Verdeelung vu Stressberäicher am Metal, déi duerch net-homogen Plastesch Verformung erstallt gëtt, ass d'Haaptursaach vun dësen internen Stresssystemer, egal ob se an engem Gebitt sinn oder an all Deeler.
Dës Ënnerscheed tëscht Nopeschgebidder vum selwechten Deel verzerrt Nopeschregiounen. Dës Situatioun kann de Raum immens beschiedegen, ofhängeg vun der Gréisst an der Richtung. Déi kompressiv Kräfte erstallt duerch Schéisspening a Stammverhäertung kënnen nëtzlech sinn, während d'Schläifkraaft, déi wärend dem Schweiß kreéiert sinn, schiedlech sinn.
Rescht Stress ass schwéier ze visualiséieren, schwéier ze moossen an extrem schwéier ze berechnen oder virauszesoen, awer si sinn och wichteg an der Funktioun vun engem Deel wou ugewandt extern Kräfte méi einfach gemooss a berechent ginn.
Rescht Stress ass grondsätzlech an der Matière op eng oder méi vun de folgende Weeër präsent: thermesch, metallurgesch, mechanesch a chemesch. Zënter datt et d'Fabrikatiounsprozesser sinn déi eis Metalldeeler maachen, kann ugeholl ginn datt et iergendwann eng Stressrelief Behandlung noutwendeg ass.

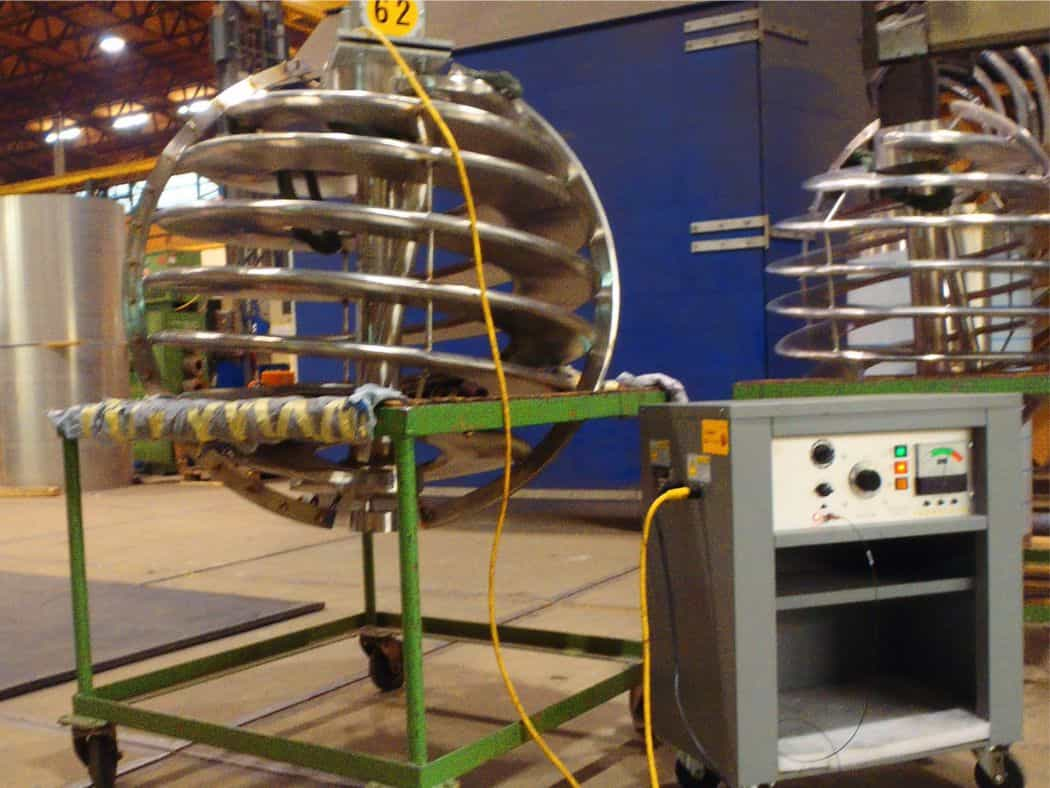
De "FORMULA 62" ass eng Method fir d'Reschtresensiounen ze entlaaschten op Basis vu Schwéngresonanz entwéckelt vum SRE. D'Deeler ënnerleien Vibratioune mat gerénger Frequenz an héijer Amplitude fir eng méi kuerz oder méi kuerz Period ofhängeg vun der Mass vum Deel. Dëst erlaabt datt de Reschtbelaaschtung op ganz niddereg Niveauen reduzéiert gëtt wou statesch Gläichgewiicht zréckgewannt gëtt. D'Resonanzmethod gëtt vu Fuerscher weltwäit an Stressreliefstudien agesat a Schwéngungen benotzt a gëtt am Moment als Standard an der Industrie ugesinn.
Niddereg Frequenz Schwéngungen ginn als Vektor benotzt fir héich Amplitudenergie an enger Metallkonstruktioun, oder e Wierk. Déi grouss Schwéngungen produzéieren eng Spannung déi iwwer de Modell vun de existente Spannungen iwwerlagert gëtt mat der Konsequenz fir déi héich Reschtspannungen ze reduzéieren. Dëst produzéiert e méi dimensional stabilt Produkt a reduzéiert de zoufällege Stamm, deen dacks an Deeler mat onstabiliséierte Spannunge geschitt.
Resonanz Schwéngungen goufen als dat effektivst Mëttel fonnt fir d'Reschterresistenz duerch Vibratiounen ze reduzéieren. D'Resonanzfrequenz Vibratiounsmethod garantéiert eng vill méi effizient Verdeelung vu Spannungen, am Verglach mat der Ënner-Resonanzfrequenzmethod. Déi héije Amplitude Resonanz Schwéngungen si ganz effektiv fir déi maximal Reschtoffallspannungen bei verschweißte Konstruktiounen wesentlech ze reduzéieren.




Et ginn e puer Aschränkungen wéi mat all metallurgesche Prozess. De Prozess gëtt net fir extrudéiert Deeler oder Deeler schwéier bei niddregen Temperaturen recommandéiert. Op ganz grousse Raim, oder ganz laang Rebar-Typ Strukture mat vill Ëffnungen, kënne Schwéngunge brauchen op verschiddene Plazen an der Struktur ugewannt ze ginn, wat méi Zäit brauch. Ganz kleng Deeler a grousse Quantitéite gi méi einfach Hëtzt a Gruppen behandelt.
A Schweißsituatiounen wou Schwéngungen beim Schweißprozess benotzt gëtt, ass dës Method am beschten gëeegent mat Schweißprozesser wéi SMAW, GMA a GTAW. Aner Schweißprozesser kënnen ganz serieux logistesch Probleemer presentéieren.
De Prozess kann op enger ganz breeder Palette vun ferro an net-ferro Metaller benotzt ginn. Typesch Materialien sinn: Kuelesteng, Edelstol, Aluminium, Goss, Mangan, Inconel, asw. Dëst sinn e puer vun de Metaller déi an enger grousser Villfalt vu Bedéngungen verschafft kënne ginn: Matière oder Goss, geschmiedelt , gestempelt, geschweest, geschuel, poléiert oder machinéiert.
Wéi mat all Behandlungsprozess, muss een e bestëmmte Prozess verfollegen fir Erfolleg ze hunn. An engem thermesche Prozess ginn d'Behandlungen duerch e Praxiscode regéiert, deen d'Zuel vu Grad pro Stonn pro mm Dicke dictates. Am vibrativen oder net-thermesche Modus ass d'Dauer vun der Behandlung baséiert op der Mass, déi vibréiert soll ginn, dat heescht op der Gesamtmass vun den Deeler, inklusiv all Tools oder Befestigungen, déi um Deel verbonne sinn; et ass de Wäert vun dëser Mass déi benotzt gëtt fir d'Dauer vun der Behandlung ze bestëmmen nodeems se d'Resonanzfrequenz gesicht hunn.

Deeler kënne Stress erliichtert ginn op praktesch all Punkt am Fabrikatiounsprozess, wou den Deel accessibel ass. Déi typeschst Uwendunge fir den Ausléiser sinn an den Haaptstadien am Fabrikatiounsprozess, d.h. no rau Machining, Bohrung, Schleifen, asw ... Fir verschweißte Ensembel kann d'Spannungsrelief wärend der Schweiß duerchgefouert ginn wat ganz nëtzlech ass fir Reschtspannungen ze vermeiden, déi d'Ursaach vu Rëss kënne sinn Schweiss oder Verformung an e puer Sektiounen.
Zënter dem Schweißprozess produzéiere grouss Temperaturgefäll an enger kuerzer Zäit, sinn Reschtspannungen ganz dynamesch aktivéiert, wat Entspanung beim Schweessen erfuerdert, entweder direkt nom Schweißen oder nach ëmmer an engem reguläre Zäitplang. Entspanung etabléiert all Dag.
Wann de Fabrikatiounsprozess Zäit verlängert erhéicht de Risiko vu Krämpprobleemer och. Well ganz grouss Reschtbelaaschtunge kënnen d'Müdegkeetstäerkt vu Schweißen reduzéieren, sollt genuch Opmierksamkeet op d'Spannungsrelief vu Reschtspannungen an all strukturelle Schweißen bezuelt ginn.



Déi tatsächlech Dauer fir d'Behandlung baséiert op der Mass fir all Uwendung.
D'Veraarbechtungszäit ka vun enger kuerzer Zäit vun enger Véirel vun enger Stonn zu enger Stonn oder méi ofhängeg vun der Gréisst vum Deel variéieren an ob et op verschiddene Plazen verschafft muss ginn.
Deen direkte, an effizientsten Wee ass en einfachen Problem vun der dimensionaler Instabilitéit ze léisen. Dëst ass ganz evident wann déi üblech Dimensiounsmiessungstechnike bestätegen datt deen Deel elo d'Dimensiounen iwwerholl huet, déi virdru op zoufälleger Manéier entwéckelt hunn. Wéi och ëmmer, an de meeschte Stressrelief Uwendungen si keng grouss Dimensiounsprobleemer ze iwwerwannen, an den Deel hält déi selwecht Dimensioune virun an no der Veraarbechtung. Wat maachen ech dann? Gëtt et en einfache Wee ze soen wéi wäit mir komm sinn? Leider nee! Et sinn tatsächlech e puer technesch ganz schwaach, a wëssenschaftlech onbekannt, Methoden iwwer d'Jore entwéckelt, déi angeblech behaapt hunn wann d'Dente geschitt ass. E puer vun dëse Methoden behaapten datt Verännerungen an der aktueller Bewegung e Mëttel sinn fir unzeginn wann den Deel Stress erliichtert ass oder datt d'Schwéngungsfrequenzen änneren wéi d'Steifheit vum Deel ännert, wéinst engem nidderegen Resistenz am Spannung oder datt deen Deel eng Verännerung vun der Schwéngungsfrequenz vun engem künstlechen Modus an en normale Modus mécht. Wärend eis all gäre Beweiser fir Ännerung gesinn, awer et ass richteg datt et net sou einfach ass.
Real quantitativ Beweis fir d'Effektivitéit vum Ausléiser kann fir quasi all Metal mat de richtegen analyteschen Methoden kritt ginn. Ofhängeg ob Dir thermesch Expansioun, Schwéngungsausdehnung benotzt, oder eng kryogen Technik fir Ausdehnung benotzt, vertraut Dir nëmmen op bekannten an genehmegt analytesch Methoden fir ze bestëmmen wann d'Spannunge reduzéiert goufen. Dëst ass ganz wichteg well mir net nëmmen d'Wichtegkeet vu Stress Konzentratioun musse wëssen, awer mir musse och wëssen ob et en zéien oder kompressive Stress ass. Et gëtt keen einfachen Tool oder Technik verfügbar, déi all dës Donnéeën fir en dräidimensionalen Objet ubidden kënnen.
D'Miessungstechniken déi vun de Fuerscher benotzt gi sinn bekannt a mir ënnerstëtzen se staark. Mir recommandéieren staark Röntgendiffraktioun geméiss ASTM E915-83, d'Lach mat héijer Geschwindegkeet mat Belaaschtungsmoeren no ASTM E837-85 gebraucht oder fir ferromagnetesch Materialien d'Barkhausen Geräischer Analysemethod, Methoden déi Zorte vu Bestëmmung datt d'Spannunge reduzéiert goufen.

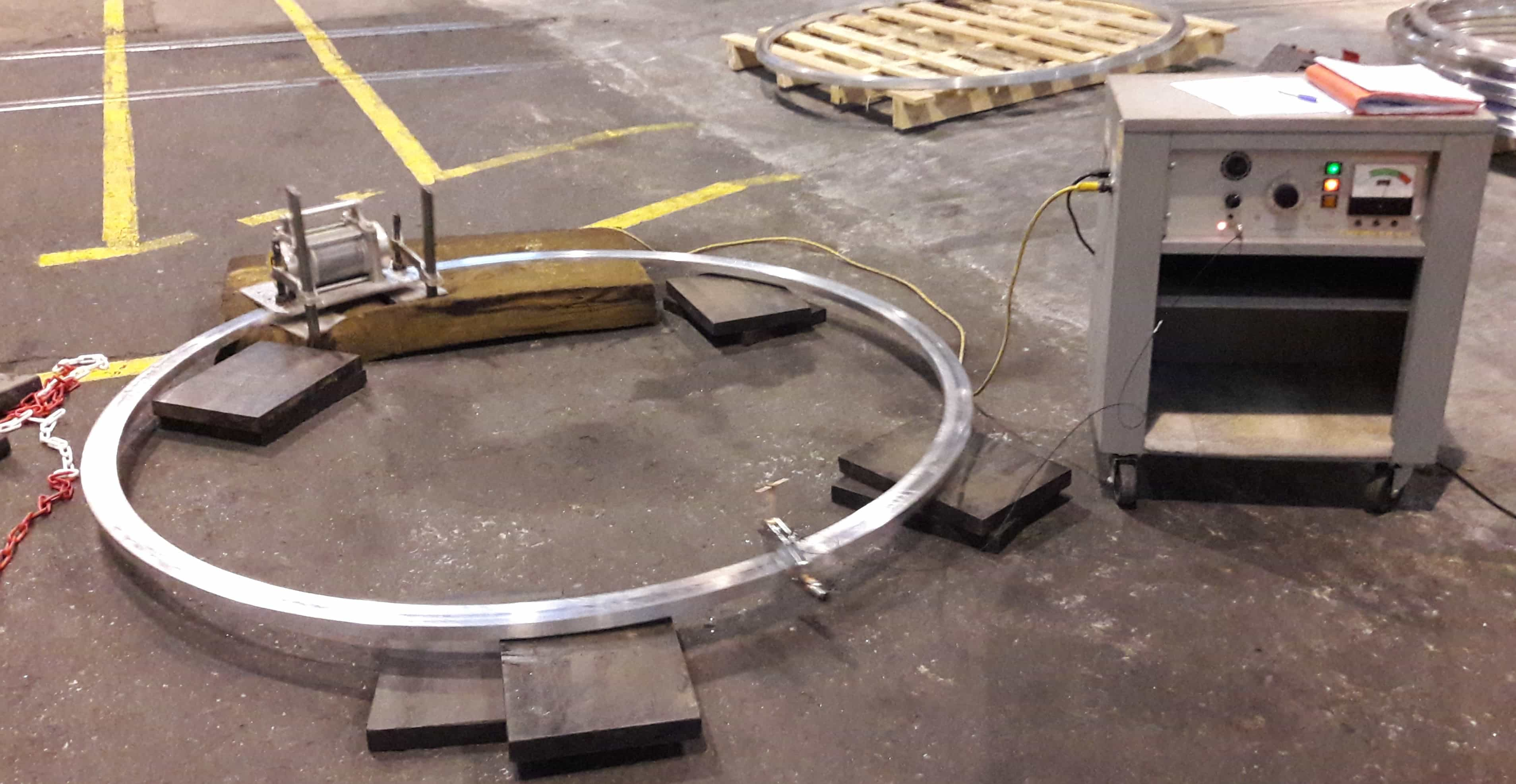
Guer net! Et ginn e puer Reegelen déi musse beobachtet ginn an déi an alle Situatiounen uwenden. Déi éischt Konditioun ass den Objet ze isoléieren, sou vill wéi praktesch méiglech, fir datt et fräi vibréiert. Zu Fäll wou dëst net méiglech ass, soll d'Vibratiounseenheet sou no wéi méiglech un d'Gebitt geluecht ginn. D'Eenheet muss direkt un den Deel verbonne sinn fir all d'Vibratiounsenergie op déi ze transferéieren. Dëst kann erreecht ginn andeems Dir gëeegent Klameren benotzt, Klameren oder Armaturen.
Wann dës Konditioune erfëllt sinn, soll deen Deel fir eng Minimum Period vibréiert ginn op Basis vun der Mass vun der Versammlung. D'Deeler kënne fir méi laang Zäit vibréiert ginn ouni Ermüdungsschued oder Verloscht vun der Kraaft.
D'Ausrüstung ass fir d'Benotzung einfach gemaach a gëtt vun Ärem Personal souwuel am Atelier wéi um Aarbechtsplaz benotzt.



De "FORMULA 62" Ausrüstung kann op Deeler vun enger grousser Villfalt vu Formen a Gréissten benotzt ginn, vu klenge gëeise Stéck, Schëffer, Zännrad oder OEM Deeler bis ganz grouss geschweißten an / oder verschweißten Deeler. oder Maschinn, déi ze grouss fir Hëtztbehandlung sinn. Duerch e Schwéngungstafel speziell entwéckelt fir méi kleng Deeler ze verschaffen, kann de Vibratiounssystem souwuel am Produktiounsberäich installéiert ginn, deen Zäit spuert an et méiglech mécht vill Deeler zur selwechter Zäit ze veraarbecht. D'Dëscher hunn eng Kapazitéit vun 1.000 kg, wat ideal ass fir Schimmel, Stierwen oder aner schwéier Deeler.
Zu Fäll wou d'thermesch Method nëmmen fir d'Dimensiounsstabilitéit vum Deel fir Ausrichtungszwecker, Uewerflächensbedéngung oder d'Benotzungsbedingunge benotzt gëtt, kann d'Vibratiounsmethod ersetzen als vill méi kosteneffektiv. Dës Method erlaabt de Bedreiwer och Deeler zu verschiddenen Zäiten duerch de ganzen Fabrikatiounsprozess ze verarbeiten, wat soss onméiglech oder ze deier wier ze maachen, wéinst Uewerflächeliicht Considératiounen.
Den thermesche Expansiounsprozess, och wann e passend fir vill Metaller ass, huet e puer sérieux Aschränkungen, déi d'Vibratiounsexpansioun eng vill besser Wiel maachen. Zum Beispill: AWS D1.1 recommandéiert net Wärmebehandlung vu Grad A514, A517, A709 oder Grad 100. Aner Kuelestoff- oder Lowlegierungstele kënnen ongewollten Ännerungen an der Mikrostruktur erliewen, wat zu enger Verschlechterung vu mechanesche Eegeschafte féiert, coves, oder béid. Zousätzlech Opmierksamkeet sollt op méiglech Deformatioun, Oxidatioun, Verloscht vu Korrosiounsbeständegkeet oder intergranuläre Risse bezuelt ginn, déi aus der Hëtztbehandlung entstoe kënnen. D'Method ass gutt, awer se ass net perfekt. AWS D14.1 schwätzt doriwwer fir dimensional Stabilitéit.
Vill Standard Wärmebehandlungen iwwerschreiden d'Erhuelung vu Reschtoffallspannungen, wat e wesentlechen Effekt op d'Gesamtstäerkt vum Deel kann hunn. Zu Fäll wou Expansioun a Verännerunge vu mechanesche Eegeschafte oder metallurgescher Zesummesetzung erfuerderlech sinn, kann et keng Auswiesselung sinn. Aktuell Coden a Standardisatiounen ënnerstëtzen weder d'Verwäertung vun de vibratoreschen Entspannungsmethoden nach. Froen iwwer d'Machbarkeet vu Schwéngungen an standardiséierte oder kodifizéierte Situatioune sollten un d'Fabréck direkt ginn.